
2023年6月18日、米OceanGate(オーシャンゲート)が独自開発した有人潜水艇Titan(タイタン)号が、水深3363m付近で圧壊した。当時タイタン号は、北大西洋にある沈没船「タイタニック号」の探検ツアー中だった。事故により、同社の最高経営責任者(CEO)を含む乗員5人が死亡。2025年10月に米国家運輸安全委員会(NTSB)がまとめた調査報告書(以下、報告書)によると、圧壊の原因は、耐圧殻の炭素繊維強化樹脂(CFRP)部分で起きた層間剥離だ。
タイタン号の乗員が搭乗する耐圧殻は、長さ2.5mほどの円筒形をしている。CFRP製の円筒の両端は、チタン製のリングとドームで覆ってあった。
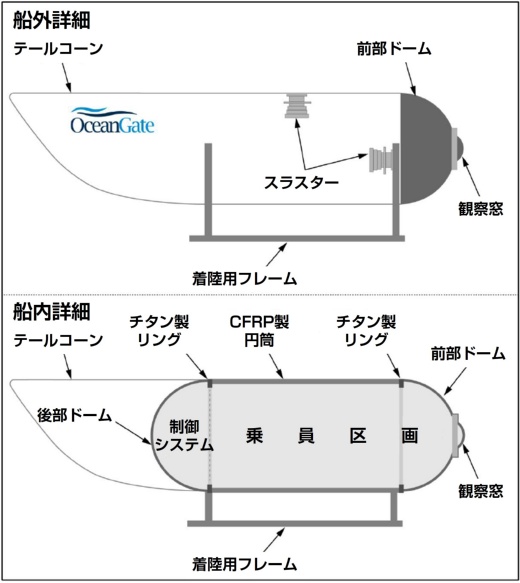
CFRP製の円筒部の厚さは約13cm(5インチ)。厚さ2.54cm(1インチ)の複合層を5層重ねて、強度を確保していたはずだった。だが、報告書によると、潜水を重ねるうちにCFRPの複合層を接着している領域で、複数のしわや空隙が発生。複合層同士で層間剥離が起き、接着層のせん断強度が低下した。そのため、設計上の厚みが持つ圧縮強度や座屈耐性を発揮できず、局所座屈を起こして瞬間的に圧壊したというのが、NTSBの結論だ。
「しわ」を抑える5層構造、だったはずが…
実はオーシャンゲートも、CFRPの耐圧殻を製造する工程で、しわや隙間が生じて本来の強度を発揮できない可能性は認識していた。もともと設計時のCFRP製耐圧殻は理論上では水深7500mで圧壊するという解析結果だった。ところが、オーシャンゲートが2020年夏に米ワシントン大学で実施した3分の1スケールの模型試験では、想定よりはるかに浅い水深2800mで座屈した。
座屈の原因は、CFRP製の円筒に生じた「しわ」だ。模型試験での耐圧殻は、炭素繊維に熱硬化性のエポキシ樹脂を含浸させたテープ状のプリプレグを、炭素鋼でできた円筒形のマンドレル(芯金)に巻き付けて成形していた。この成形工程でしわによる空隙が生じると、設計時に想定した強度を発揮できないことが分かった。
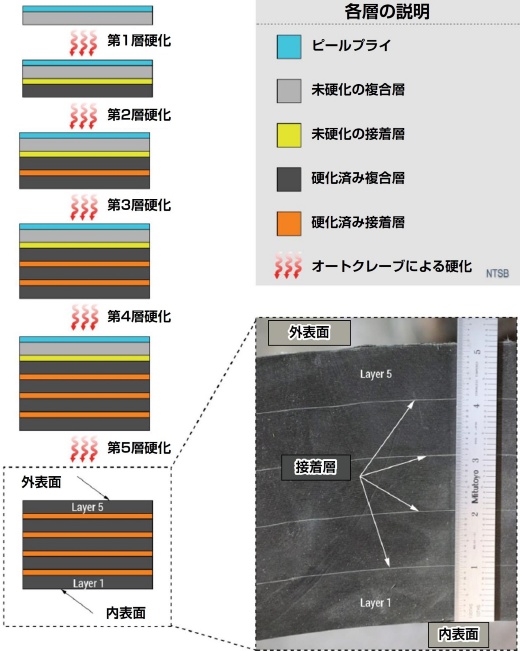
そこでオーシャンゲートは、しわを抑制するために製造工程を変更した。それが複数の層に分けて高密度に接着する「co-bonding(コボンディング)」という手法だ。手順として、まず従来と同じテープ状のプリプレグを円筒形のマンドレルに巻き付け、133枚重ねて厚さ2.54cmの未硬化の複合層を造る。次に、このプリプレグをオートクレーブによる加圧と加熱で固め、硬化済みのCFRP複合層を成形する。
次に、この円筒形をした複合層の外表面に接着剤を塗り、接着層とする。接着層の上には、未硬化のプリプレグを貼り、オートクレーブで再び加圧・加熱して硬化させる。層を細かく分けつつ、接着層と未硬化のプリプレグを重ねることで、CFRPによるしわや隙間を抑えようという工夫だ。こうして「硬化済み複合層・接着層・未硬化の複合層」をオートクレーブで硬化させながら接着させるという作業を繰り返し、バウムクーヘンのような厚さ約13cm(5インチ)の5層の複合層を成形した。
次のページ
警報装置は機能せず、艇内に響いた「破裂音」この記事は有料会員限定です




